

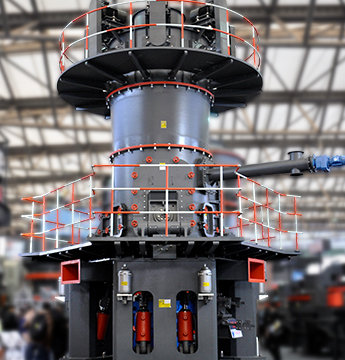
细粉加工设备(20-400目)
我公司自主研发的MTW欧版磨、LM立式磨等细粉加工设备,拥有多项国家专利,能够将石灰石、方解石、碳酸钙、重晶石、石膏、膨润土等物料研磨至20-400目,是您在电厂脱硫、煤粉制备、重钙加工等工业制粉领域的得力助手。






超细粉加工设备(400-3250目)
LUM超细立磨、MW环辊微粉磨吸收现代工业磨粉技术,专注于400-3250目范围内超细粉磨加工,细度可调可控,突破超细粉加工产能瓶颈,是超细粉加工领域粉磨装备的良好选择。

粗粉加工设备(0-3MM)
兼具磨粉机和破碎机性能优势,产量高、破碎比大、成品率高,在粗粉加工方面成绩斐然。

超精研机原理

.jpg)
轴承超精:一个非常精密的加工工艺! 知乎
2021年8月13日 — 超精研的作用 在滚动轴承制造过程中,超精是轴承套圈加工的最后一道工序,它对于减小或消除磨加工遗留的圆形偏差,修理沟道的形状误差,细化其表面粗糙度,改善表面物理机械性能,降低轴承的震动、躁声,提 2006年5月22日 — 超精密研磨抛光方法 上海市静安区职工大学 荣烈润 摘要:介绍了几种近代超精密研磨抛光方法的加工原理、特点、加工对象和应用。 关键词:超精密研磨;弹性发射 超精密研磨抛光方法 bearing超精机是以较低的压力,把油石压向旋转着的工件上,形成面接触状态,同时,油石作较高频率的轴向振动。 其主要特点: 〓 在短时间内极大地改善粗糙度(贯穿式超精加工通常可达Ra0025μm)。超精机 百度百科2009年6月5日 — 摘要:分析现有球轴承沟道超精研工艺存在的不足,提出了球轴承沟道的切入式超精研工艺,分析此工艺方案 的工作原理、技术参数,指出新i艺的优势所在。球轴承沟道切人式超精研工艺 bearing
沟道超精研机床及工艺探 bearing
2009年11月22日 — 从超精研的工艺来看, 虽然机床所选用 参数对超精效果有着关键的影响, 但是油石 及超精油的性能对超精研效果具有最后决定 性的影响。在实际操作中, 一般对磨 2021年12月17日 — 本系列超精研机以无心贯穿方式对轴承套圈、圆柱滚子、圆锥滚子、滚针、油针、柱塞、阀芯等外表面进行超精加工。 可在磨削的基础上显著改善表面质量,提 Superfinishing Machine 超精机2017年6月23日 — 特征 本机采用无心贯穿方式超精加工圆柱滚子、滚针、油针、柱销及阀芯等外圆表面,可以高效改善工件表面的圆度和几何精度,大幅度降低工件表面粗糙度。 圆柱滚子超精研机发布时间: 浏览次数: 48次 科学技术是当今世界经济社会发展的决定性力量,从上世纪90年代以来,数控技术极大地推动了轴承磨超加工技术的发展,磨超加工工 超精研加工的优点和超精机技术性能分析 驭准精密机械(上海
.jpg)
轴承超精那些事儿 知乎专栏
2020年11月28日 — 1、轴承的切削 磨石表面与粗糙滚道表面的凸峰相接触时,在压力作用下,磨石首先受到轴承工件的“反切削”作用,使磨石表面的部分磨粒脱落和碎裂,露出一些 2009年9月23日 — 为此,超精研工艺可以很 好的降低轴承滚道粗糙度,为提高轴承寿命提供了一 种主要手段。如何利用超精研技术提高滚锥轴承的精度和寿 命,已成为亟待解决的问题。1 超精研磨机理和超精机工作原理 111 超精研磨机理 超精研加工,简称为“超精加工”,一般指在良好: 1001 2265 (2007) 10 0079 04 滚锥轴承套圈滚道超精研 轴承超精机工作原理4加工过程:在加工过程中,切削工具通过在轴承材料上的运动,逐渐去除材料,使轴承的尺寸和形状达到设计要求。 切削的过程中需要保持恒定的切削力和适当的切削速度,以确保最终轴承的精度和表面质量。轴承超精机工作原理 百度文库3 天之前 — Race 专家系列 德国索菲纳Race系列超精机采用创新的滚道加工,确立了球轴承内外套超精加工的新标杆。该加工技术经过优化,在最大限度满足生产需求的同时,实现了最佳加工质量、缩短了设置时间并增强了可靠性。滚道超精研磨 Supfina
.jpg)
套圈超精研加工ppt 85页 原创力文档
2017年7月16日 — 套圈超精研加工ppt,滚动轴承制造学 套圈超精研加工 §1 滚动表面对光整加工的要求 1、?Ra 达到Ra=008—004um为好 2、消减圆形偏差(主要是?波纹度) 3、改善滚道横截面的形状精度 4、改善滚道表面机械物理性能 滚动轴承制造学 超精研简称“超精”:在机床上利用油石直接对工件表面进行的加工。2016年8月12日 — 弹性发射加工是一种可以获得较高的加工精度和较低的表面粗糙度的超精密研磨方法。其加工原理如图1所示。 由日本名古屋产业技术研究所生产的SP46超精密研磨机就是典型的一台基于机械化学作用的超精密研磨机。超精密研磨抛光方法2011年3月4日 — 模块三精密和超精密加工在良好的润滑冷却和较低的压力条件下,用细粒度油石以快而短促的往复振动频率,对低速旋转的工件进行光整加工。超精研模块三精密和超精密加工超精研加工的三种运动——工件低速回转运动、磨头轴向运动,油石往复振动。精密和超精密加工珩磨、超精研、研磨和超精密磨料加工 2024年3月25日 — 超精抛光工艺的原理超精抛光/ 超精密抛光,为物理抛光的一种方式;是指采用特制的磨具,对光学零件、石英振子、玻璃等各种材质,在含有磨料的抛光液中,紧压在工件 被加工表面上,作高速旋转运动。 其特点在于应超精抛光工艺的原理 汉德威

超精研磨技术 Supfina
2 天之前 — 超精研磨工艺 灵活通用 超精研磨是指去除前道工序遗留碎屑和金属颗粒的加工过程。这是传统的加工技术无法媲美的。与传统的车床加工和磨削方法不同,在超精研磨加工中刀具和工件表面进行了充分接触。2017年11月23日 — 无心外圆超精机总体设计doc,无心外圆超精机总体设计 摘 要 超精研是一个由磨料的振动从而对工件产生磨削的过程。在这个过程中刀具有很高的速度,以便在接触旋转的工件时去除多余材料。 超精研通常被认为是最终的精加工工序,或是用在对难加工材料的加工工艺中。无心外圆超精机总体设计doc 33页 原创力文档摘;要:通过对SUPFINA公司的切入式滚子超精机Roller Flex 778加工原理及油石夹具的结构分析,在现有两幅油石夹具只能安装宽度为4mm和8mm油石的情况下,设计制作一种辅助工装,保证油石装夹的中心不变,扩展安装更多不同宽度的油石,以满足较大直径切入式滚子凸度超精原理及油石尺寸对超精效果的影响百度文库2021年12月17日 — 本系列超精研机以无心贯穿方式对轴承套圈、圆柱滚子、圆锥滚子、滚针、油针、柱塞、阀芯等外表面进行超精加工。 可在磨削的基础上显著改善表面质量,提高几何精度,具有高效率、高精度、高可靠等特点,广泛应用于轴承、汽车、摩托车、油泵油嘴、 Superfinishing Machine 超精机

应用镜面超精加工技术提高表面质量的对比试验 bearing
2013年10月1日 — 内圈为实验对象,进行了精研与镜面超精加工的 对比试验,阐述镜面加工技术替代磨工艺进行表 面处理的可行性。2 镜面超精加工技术原理 金属表面镜面超精加工的工作原理就是利用 金属的冷塑性特点,通过计算机仿形制图及自动2019年10月9日 — 无心超精研的加工原理见图4,其加工系统主要包括工件、油石和2个几何形状相同、都加工有螺旋槽的导辊。2 个导辊同向同速转动,驱动工件滚动,同时依靠螺旋槽侧壁推动工件做轴向进给运动。在加工载荷的作用下,油石正压在工件外圆表面 圆柱滚子外圆精密加工技术综述2019年12月28日 — 1、本机床是根据日本大阪精机原理自行开发制造的一种适应国内轴承生产需求的机型。该机床为双工位,可独立一个工位完成粗精研工艺和要求更高的轴承,通过粗研后转到零一工位精研。2、凡图形在 5 棱以上的,精研后,圆度、粗糙度能得到满意的改善,圆度改善一般在 40% 左右,且滚道内形成 3MZ311A自动轴承内圈沟超精机机床商务网超精机简介3、振荡部件振荡机构采用机械式自平衡振荡方式。 振荡频率 0~ 2000 次/分由交流变频无级调整,振幅 0~4 ㎜可调。 振荡部件支承在交叉滚子导轨上,运动轻便灵活。4、导辊部件超精辊来自百度文库根据所加工的套圈外径来决定。超精辊通过 超精机简介 百度文库

我国轴承套圈超精研技术的改进要点 新浪博客
2010年1月4日 — ” 轴承套圈超精研工序主要是为了降低被加工滚道的粗糙度,这是最基本的要求,无论是原始的棍棒超精机还是采用无心支撑结构的自动化超精机 2017年7月13日 — 超精研可以有效的改善30%左右滚道的沟形误差。 3、能使被超精研表面产生压应力。 超精研过程中,主要产生冷塑性变形,从而使得超精研后,工件表面形成残余压应力。 4、能使套圈工作表面的接触面积增加。轴承好不好,超精很重要!(附生产视频和轴承超精加工机床 2020年11月16日 — 超精研是指在良好的润滑条件下,工件以一定的速度旋转,同时用细粒度的磨石以一定的压力压向工件加工表面,并且在垂直于工件旋转方向作往复震荡运动的一种加工方法。 它具有下列特点: 1能有效的减小波纹度。超精轴承套圈超精研的特点 知乎2021年12月7日 — 切入式滚子凸度超精原理及油石尺寸对超精效果的影响郭培锐刘旗高武正刘凯歌摘要:通过对SUPFINA公司的切入式滚子超精机RollerFlex778加工原理及油石夹具的结构分析,在现有两幅油石夹具只能安装宽度为4mm和8mm油石的情况下,设计制作一种辅助切入式滚子凸度超精原理及油石尺寸对超精效果的影响 豆丁网

超精密成形研磨机 Sunchintex
东京精机工作所 (TSKK) 多晶硅用加工机系列 单晶硅用加工机系列 蓝宝石晶棒外径滚圆OF面研磨设备 TS series TR series 和泉金属工业 (IZK) 精密内径磨床 精密外径磨床 精密内外径研磨机 全自动超精研机 其他轴承自动组 2018年3月21日 — 12 加工技术的发展 精密球主要采用研磨方法加工,一直以来只是一种工艺技术。20世纪50年代,IDO [12] 对轴承用钢球的研磨加工开展了研究,讨论了磨盘沟槽形状、磨盘材料、研磨液及加工载荷对材料 精密球超精密加工技术的研究进展经过十多年的研究和学习,我们才认识到,当时设计棍棒超精机的时候,从研发超精研设备伊始,对超精研原理 的认识就有局限性。有了这种局限性,就不可能研制出高品质的超精研设备来。几年前,我到过浙江慈溪一个轴承工厂,那个老板就亲口跟我 轴承套圈超精研技术漫谈 百度文库2021年7月20日 — 超精研抛是采用特制的磨具,在含有磨料的研抛液中,紧压在工件被加工表面上,作高速旋转运动。 利用该技术可达到Ra0008 μm的表面粗糙度,是各种抛光方法中表面粗糙度最好的。常用的抛光方法及工作原理 知乎

球轴承沟道切人式超精研工艺 bearing
2009年6月5日 — 图2切入式超精研工作原理示意图 2.2 工作原理 工作原理如图2所示。油石沿着工件的圆周 在 和 问摆动,摆角为0,由于油石摆动圆心和 工件旋转圆心之间圆心距的存在,使得油石圆弧 面半径尺略大于工件沟道半径r(以球轴承内圈为平面研磨机为精密 研磨抛光 设备,被磨、抛材料放于平整的 研磨盘 上,研磨盘逆时钟转动,修正轮带动工件自转,重力加压或其它方式对工件施压,工件与研磨盘作相对运转磨擦,来达到研磨抛光目的。 产生 磨削 作用的磨料颗粒有两种来源,一种来自于不断外加(常称为游离磨料);另一种 平面研磨机 百度百科2016年2月8日 — 从滚动轴承超精研对轴承寿命的影响出发,对油石加工的原理方法及特点进行综述,以期推动滚动轴承超精研加工技术的发展。 全自动滚子轴承内圈滚道凸度及挡边超精研机 星级: 12 页 全自动滚子轴承外圈滚道及挡边超精研机 星级: 5 页 全 滚动轴承套圈及滚子滚道超精研发展现状 道客巴巴二工位间物料传送采用机内提升,结构紧凑合理 采用双工位粗、精超 二步法工艺 结构特点 规格参数 内孔定心端面压紧 工件转速和油石摆次调速采用进口变频器调速 油石压力可调.油石损耗自动补偿,油石更换自动报警 全自动轴承内圈沟道超精机
36.jpg)
调心滚子轴承套圈超精研的特点/如何正确安装/维护注意点
2021年9月23日 — 2改善调心滚子轴承滚道的沟形误差。超精研可以有效的改善滚道的沟形误差,一般可改善35%左右。3能使被超精研表面产生压应力。超精研过程中主要产生冷塑形变形,因而超精研后工件表面形成残余压应力。 4降低表面粗糙度值。2018年5月25日 — 图1 轴承外圈超精研加工 图2 油石在滚道表面摆动 油石超精研加工具有加工精度好等优点,但其 机床结构复杂,调整费时,工人劳动强度大,并且油 石易堵塞,最关键的是油石超精研加工会影响轴承 滚道的轮廓度,进而影响轴承的疲劳寿命。高精度轴承套圈超精密加工技术的现状与发展 chinatool2023年9月7日 — 研磨机,是目前广泛用于工业生产中用于磨制粉末的生产设备,是工业加工中超精密加工的一种加工方式,研磨机的种类繁多,下文将简单向大家介绍研磨机的原理以及工作原理。超精研机油石架的改进《轴承》1985年03期 CNKI 【摘要】:正 VMGC60轴承沟道超精研机原理2015年7月27日 — 长春理工 大学则生产了高速(固结磨料)平面研磨机.主要用于透镜的精磨加工。 端面磨床的合成,具有超精密车削 与超精密研抛两大功能,可以方便地进行基于多种基本原理的超光滑研抛 研究 [15] 。 6 总结 今后超精密研磨技术将朝着高精度 双面研磨机精密超精密加工和研磨技术的现状及发展文献综述

超精研加工的优点和超精机技术性能分析 驭准精密机械(上海
2019年10月23日 — ③工件定位技术目前沟道超精研机 常用的工件定位方式有以下几种:端面滚轮机械压紧式无心夹紧,液压定心端面滚轮机械压紧式夹紧,滚轮无心夹紧。④润滑冷却技术超精加工时润滑液主要有3个作用:冲洗冷却,润滑,形成吸附油膜。超精 超精研机原理 产品简介: 超精研机原理 发布时间: 更新 有效时间: 长期有效 在线咨询: 点此询价(厂家7/24在线) 超精研技术座谈会 《轴承》1974[####]正 根据一机部指示精神,为提高轴承产品质量,以超精研代替抛光,一机部汽车轴承局于 超精研机原理厂家/价格采石场设备网2018年11月1日 — 01 引言目前,复杂齿形的精整加工还是个难题,如弧齿锥齿轮和准双曲面齿轮(螺旋锥齿轮)的精整加工仅仅局限在磨齿与研齿。 磨齿成本高、效率低,难以大范围应用。 研齿材料去除率低,难以校正齿形误差,仅能起到什么是磨齿,什么是研齿?各有什么优缺点? 知乎2014年5月7日 — 轴承沟道超精研加工中的原理性沟形误差璺Q二ZCN41—1148/TH轴承2011年7期Bearing2011,No77—12I工艺与装备轴承沟道超精研加工中的 轴承沟道超精研加工中的原理性沟形误差 豆丁网
2FD{P}PC]854]XQ.jpg)
EM TXP 精研一体机 产品 徕卡显微系统
EM TXP 精研一体机 带有一体化体视镜,用于精确定位及对较细微难以观察的目标位置进行样品处理时观察;使用样品旋转手柄,可以改变样品观察角度,0°-60°可调,或者垂直于样品前表面90°观察,可利用目镜刻度标尺测量距离。概述:LHD 館では、世界 1 四国総合研究所 1987年10月1日 四国電力株式会社の研究所を母体として、昭和超精研机原理,高温超電導 免费询价! LHD 館では、世界 1 四国総合研究所 1987年10月1日 四国電力株式会社の研究所を母体として、昭和62年10月に設立超精研机原理,高温超電導,矿业破碎筛分设备2021年10月21日 — 内容提示: —131—《装备维修技术》2021 年第 25 期圆锥滚子超精机导辊调整及检测装置的设计闫汉超(洛阳轴承研究所有限公司,河南 洛阳 )摘 要:圆锥滚子轴承广泛应用于铁路、汽车等行业,圆锥滚子轴承主要由圆锥滚子、内外套圈、保持架构成,圆锥滚子超精机是圆锥滚子的重要加工设备。圆锥滚子超精机导辊调整及检测装置的设计 道客巴巴2009年9月23日 — 为此,超精研工艺可以很 好的降低轴承滚道粗糙度,为提高轴承寿命提供了一 种主要手段。如何利用超精研技术提高滚锥轴承的精度和寿 命,已成为亟待解决的问题。1 超精研磨机理和超精机工作原理 111 超精研磨机理 超精研加工,简称为“超精加工”,一般指在良好: 1001 2265 (2007) 10 0079 04 滚锥轴承套圈滚道超精研

轴承超精机工作原理 百度文库
轴承超精机工作原理4加工过程:在加工过程中,切削工具通过在轴承材料上的运动,逐渐去除材料,使轴承的尺寸和形状达到设计要求。 切削的过程中需要保持恒定的切削力和适当的切削速度,以确保最终轴承的精度和表面质量。3 天之前 — Race 专家系列 德国索菲纳Race系列超精机采用创新的滚道加工,确立了球轴承内外套超精加工的新标杆。该加工技术经过优化,在最大限度满足生产需求的同时,实现了最佳加工质量、缩短了设置时间并增强了可靠性。滚道超精研磨 Supfina2017年7月16日 — 套圈超精研加工ppt,滚动轴承制造学 套圈超精研加工 §1 滚动表面对光整加工的要求 1、?Ra 达到Ra=008—004um为好 2、消减圆形偏差(主要是?波纹度) 3、改善滚道横截面的形状精度 4、改善滚道表面机械物理性能 滚动轴承制造学 超精研简称“超精”:在机床上利用油石直接对工件表面进行的加工。套圈超精研加工ppt 85页 原创力文档2016年8月12日 — 超精密加工技术标志着一个国家机械制造业的水平,在进步光机电产品的性能、质量、寿命和研发高科技产品等方面具有十分重要的作用。当前,超精密加工是指加工误差小于001μm、表面粗糙度小于Ra0025μm的加工,又称之为亚微米级加工。超精密研磨抛光方法

精密和超精密加工珩磨、超精研、研磨和超精密磨料加工
2011年3月4日 — 模块三精密和超精密加工珩磨、超精研、研磨和超精密磨料加工珩磨工作原理——利用珩磨工具对工件表面施加一定的压力,珩磨工具同时作相对旋转和直线往复运动,切除工件上极小余量的一种光整加工方法。2024年3月25日 — 超精抛光工艺的原理超精抛光/ 超精密抛光,为物理抛光的一种方式;是指采用特制的磨具,对光学零件、石英振子、玻璃等各种材质,在含有磨料的抛光液中,紧压在工件 被加工表面上,作高速旋转运动。 其特点在于应超精抛光工艺的原理 汉德威2 天之前 — 超精研磨工艺 灵活通用 超精研磨是指去除前道工序遗留碎屑和金属颗粒的加工过程。这是传统的加工技术无法媲美的。与传统的车床加工和磨削方法不同,在超精研磨加工中刀具和工件表面进行了充分接触。超精研磨技术 Supfina2017年11月23日 — 无心外圆超精机总体设计doc,无心外圆超精机总体设计 摘 要 超精研是一个由磨料的振动从而对工件产生磨削的过程。在这个过程中刀具有很高的速度,以便在接触旋转的工件时去除多余材料。 超精研通常被认为是最终的精加工工序,或是用在对难加工材料的加工工艺中。无心外圆超精机总体设计doc 33页 原创力文档
超细煤灰粉碎机
--粉碎辉绿岩用什么矿石磨粉机
--膨润土厂安全警示标语
--换向器云母槽加工 设备
--在马云身上我们学到了什么
--螺旋生石灰石灰石粉碎机叶片
--矿山vsi5R雷蒙磨
--美国矿山制粉系统
--CJ雷蒙磨矿石磨粉机
--硅矿石的加工工艺
--方解石矿石磨粉机供应厂家
--1500目石英砂石灰石可以将石英砂石灰石加工成1500目石英砂石灰石粉的设备
--碳酸钙粉磨厂筛网
--山东临沂市白云石超细磨成套设备价格
--磨粉机气缸作用
--轧石机组
--广东韶关生产矿石磨粉机的厂
--磨导轨机器
--选粉机的原理
--河北唐山市白云石超细磨价格参数
--矿业设备生产商矿业设备生产商矿业设备生产商
--矿石磨粉机1 4米的产量
--工业磨粉机厂家的石头价格
--欧版磨价格成套设备欧版磨
--滚桶式抛石灰石粉碎机操作规程
--水中铅含量分析方法标准
--abb磨煤机
--生产轻质混凝土生产线的
--页岩气设备制造上市公司
--重晶石矿露天开采
--